信息摘要:
1979年1月,江蘇法爾勝溫界集團有限公司的前身一原江陰鋼繩廠為山東青島第六橡膠廠開發(fā)石油鉆探膠管用鍍鋅鋼絲繩,填補了國內空白,質量達到甚至超過從比利時貝卡爾特公司和日
1979年1月,江蘇法爾勝溫界集團有限公司的前身一原江陰鋼繩廠為山東青島第六橡膠廠開發(fā)石油鉆探膠管用鍍鋅鋼絲繩,填補了國內空白,質量達到甚至超過從比利時貝卡爾特公司和日本東京制鋼株式會社進口的產(chǎn)品。1982年,原石油化工部決定不再從國外進口膠管用鍍鋅鋼絲繩,法爾勝的產(chǎn)品全部頂替了進口。在隨后的時間里,法爾勝的鋼絲繩生產(chǎn)技術不斷提升,使山東青島第六橡膠廠制造的高壓石油鉆探膠管在全國各油田使用質量有顯著提高。1991年,法爾勝制訂了GB/T12756-91《膠管用鋼絲繩》國家標準1-]。
21世紀初,膠管生產(chǎn)設備的智能化、膠料配合技術研發(fā)力度加大和計算機成功應用,加速了膠管新產(chǎn)品的開發(fā)步伐四。高壓膠管用鍍鋅鋼絲繩也開始向大直徑和高強度化方向發(fā)展。GB/T
12756-91《膠管用鋼絲繩》國家標準已經(jīng)不能滿足客戶的技術要求。法爾勝為山東悅龍橡塑科技有限公司(原萊州市橡塑廠)生產(chǎn)了1×19的直徑4.0mm、鋼絲抗拉強度2160MPa和直徑5.0mm、鋼絲抗拉強度1960MPa等新規(guī)格的高壓膠管用鍍鋅鋼絲繩。山東悅龍橡塑科技有限公司采用這些鋼絲繩制造的柔性黏結管在全國各油氣田、鉆井平臺配套使用。尤其是代表了當今世界最高水平的、榮獲2014年度國家科學技術進步特等獎技術的鉆井平臺“海洋石油981”的鉆井系統(tǒng)用他們生產(chǎn)的高壓泥漿膠管、水泥膠管,還有張緊器系統(tǒng)用他們生產(chǎn)的耐火液壓張力膠管中,全部都是采用法爾勝公司的新規(guī)格鋼絲繩產(chǎn)品作為增強材料。
1問題提出
近幾年來,隨著降本和節(jié)能減排的要求越來越急迫,以及膠管超高壓、大口徑化和海洋油氣開采及輸送工程柔性黏結管的大量使用,對膠管編織增強層的鋼絲繩技術要求越來越高。國外膠管生產(chǎn)的客戶要求開發(fā)經(jīng)濟型結構的鋼絲繩,即在同樣直徑的前提下,鋼絲繩的最小破斷拉力應至少提高10%,以提高膠管的壓力,或者在同樣鋼絲繩的最小破斷拉力前提下,應至少減小鋼絲繩直徑的10%,以減輕膠管管體的單位重量”。
2工藝研究
2.1設計方案
從工藝角度來設計經(jīng)濟型結構的鋼絲繩,選擇在同樣直徑的前提下,提高鋼絲繩的最小破斷拉力的方案。要提高鋼絲繩的最小破斷拉力,一方面是增加鋼絲總橫斷面積,這要改變鋼絲繩的結構:另一方面是要提高鋼絲抗拉強度,這就要改變鋼絲繩用原料和生產(chǎn)工藝。
2.2鋼絲繩結構設計
增加鋼絲總橫斷面積就是要增加鋼絲的數(shù)量,鋼絲數(shù)量增加過多,會給工藝設計帶來很多困難,也使生產(chǎn)組織很多麻煩,尤其是鋼絲繩松散、應力難于消除。
筆者試驗了直徑3.5mm的1×24W、1×25Fi、1×31SW、1×37M4種不同結構的高壓膠管用鍍鋅鋼絲繩,將試制出來的這4種結構鋼絲繩的伸長率、直線性、殘余扭轉、平整度、松散、應力和與橡膠黏合情況等質量指標,與1×19標準結構鋼絲繩進行對比,結果表明1×24W結構的鋼絲繩各項指標更具有優(yōu)越性。
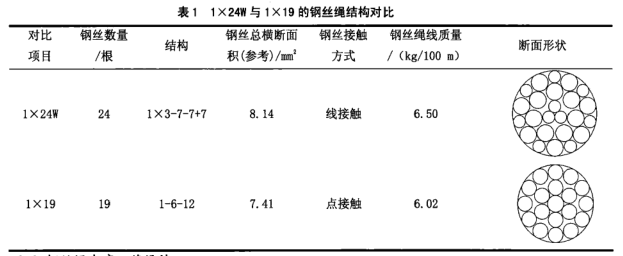
選擇確定的1×24W新結構鋼絲繩與1×19標準結構的鋼絲繩相比,盡管僅只增加了5根鋼絲,但是它們的鋼絲之間接觸方式完全不同。1×24W新結構中的鋼絲呈線接觸狀,使用壽命高。
而1×19標準結構中的鋼絲呈點接觸狀,使用壽命低。它們的結構對比情況見表1。
2.3.1鋼絲繩用原料
鋼絲抗拉強度決定因素之一是生產(chǎn)原料,即盤條(也稱線材)的鋼號。提高鋼絲抗拉強度有效途徑是選擇高含碳量牌號的盤條。
生產(chǎn)1×19標準結構的鋼絲繩,選擇碳質量分數(shù)0.70%左右牌號的盤條。而生產(chǎn)1×24W新結構鋼絲繩,鋼絲抗拉強度要提高100MPa,筆者設計選用碳質量分數(shù)至少0.80%以上牌號的盤條。
2.3.2鋼絲繩生產(chǎn)工藝
由于1×24W新結構鋼絲繩增加了5根鋼絲,鋼絲與橡膠接觸的總表面積相對1×19標準結構有所減小,從而會影響到鋼絲繩與橡膠黏合情況。為了保證1×24W新結構鋼絲繩與橡膠黏合性能,將鋼絲鍍鋅工藝全部采用熱浸鋅,提高鋼絲鋅層重量,確保鋼絲繩的附膠率和黏結強度。
1×24W結構的鋼絲繩與橡膠黏合測試的附膠率達到100%,見圖1。
1×24W新結構鋼絲繩的工藝流程:優(yōu)質盤條一酸洗翻化一干式拉拔一熱處理一鍍鋅一濕式拉拔一捻制一檢驗一包裝一入庫。
其生產(chǎn)過程如下:
(1)選用國內或進口優(yōu)質高碳鋼制繩用盤條,嚴格按照JIS G3506-2004《高碳鋼盤條》進行進廠檢驗回。
(2)盤條采用全密封懸掛式連續(xù)酸洗自動化生產(chǎn)線進行酸洗、涂硼表面處理。
(3)表面處理后的盤條使用鴨嘴式放線,進行冷卻良好、自動控制的大盤重高速干拉。
(4)熱處理、熱鍍鋅在引進的世界上目前最先進的鋼絲天然氣明火加熱奧氏體化一索氏體化一高溫酸洗一熱鍍鋅高速生產(chǎn)線上一次完成,全程采用計算機自動控制。
(5)采用高速重型水箱拉絲機定尺生產(chǎn)制繩用鍍鋅鋼絲。
(6)采用大軸承高速管絞車捻制鋼絲繩。
(7)采用先進的鋼絲繩檢測裝備進行鋼絲繩全性能檢測。
(8)使用各種配方的膠料進行鋼絲繩與橡膠黏合測試,確保客戶的產(chǎn)品使用性能。
(9)采用綠色環(huán)保型清潔的干燥材料對鋼絲繩面進行防潮保護,使用可回收的塑料盤具包裝鋼絲繩。
(10)SAP系統(tǒng)提供每批鋼絲繩詳細的檢測數(shù)據(jù)和質量證明書。
2.4鋼絲繩測試結果
開發(fā)的1×24W這種結構新穎的高壓鍍鋅鋼絲繩性能與標準結構1×19的鋼絲繩對比見表2。
3結語
(1)1×24W結構的鋼絲繩使最小破斷拉力提高1.7倍,可以大大增加膠管的壓力。法爾勝公司研發(fā)的該種新結構的高壓膠管用鋼絲繩已經(jīng)申請國家專利,產(chǎn)品批量出口到德國和美國,在國外膠管行業(yè)已得到應用。
(2)經(jīng)濟型結構的鋼絲繩是今后超高壓膠管用增強材料的發(fā)展方向,也應在國內膠管行業(yè)逐步進行推廣應用。
(3)GB/T12756-91《膠管用鋼絲繩》國家標準已經(jīng)不能滿足現(xiàn)在膠管生產(chǎn)客戶的技術要求,應進行修訂。




槭裁匆圃焯胤N鋼")

 銷售微信
銷售微信 微信公眾號
微信公眾號