超高強度鉆井鋼絲繩設計研制
作者: admin 編輯: admin 來源:admin 發布日期:2019-12-30 15:07
信息摘要:
我國石油鉆井鋼絲繩從1987年開始全面采用線接觸鋼絲繩,鋼絲繩服役壽命大幅提升,成為鉆井鋼絲繩第一次技術升級。1996年開始,通過技術攻關,在確保鋼絲繩韌性指標不降低的情況
我國石油鉆井鋼絲繩從1987年開始全面采用線接觸鋼絲繩,鋼絲繩服役壽命大幅提升,成為鉆井鋼絲繩第一次技術升級。1996年開始,通過技術攻關,在確保鋼絲繩韌性指標不降低的情況下,強度級別由IPS級提升到EIP級,實現鉆井鋼絲繩第二次技術升級。近幾年隨著油田深井、超深井數量的增加,EEIP超高級鉆井鋼絲繩的研發成為發展趨勢,同時可為實現鉆機輕型化提供技術支持。隨著針對壓實股鉆井鋼絲繩及高強度制繩鋼絲展開深入研究,為超高強度石油鉆井鋼絲繩開發奠定了基礎,壓實股鋼絲繩與高強度制繩鋼絲研究相結合,開發出全新性能的EEIP級壓實股鋼絲繩,可滿足輕型化鉆機的需求。
1概況
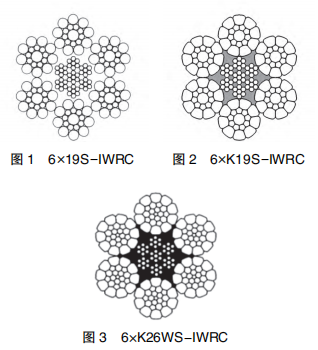
鋼絲繩是鉆機必備配件之一,在一定程度上對鉆機輕型化起到一定作用。石油鉆井鋼絲繩一般由6根外股和1根鋼芯組成,結構截面見圖1,普通鉆井鋼絲繩組繩鋼絲為圓鋼絲。采用壓實工藝對外層6根股通過專用工裝進行壓實加工,經壓實后組股鋼絲為異形,增大股內金屬面積,由壓實股捻制的鉆井鋼絲繩稱為壓實股鉆井鋼絲繩,結構截面見圖2、圖3。與同規格、結構和強度級別的普通鋼絲繩相比,壓實股鉆井鋼絲繩金屬填充系數增加20%,鋼絲繩破斷載荷提高12%以上,抗磨損性能增加1倍,安全系數提高一個等級。對照API9A《石油用鋼絲繩規范》標準要求,采用壓實股鉆井鋼絲繩可將現用鉆井鋼絲繩規格尺寸下移一檔(例如用38mm代替42mm),在保證生產安全作業基礎上使鉆機設備的卷筒體積縮小和質量減輕,以此實現鉆機輕型化,同時為鉆機設計提供技術支撐。
將鋼絲繩級別由EIP提升到EEIP級難度較大,需要從材料、鋼絲工藝和捻制工藝取得重大突破,基于國內治金技術和盤條品質的限制,單純提升強度會引起鋼絲韌性指標急劇下降,疲勞壽命降低,實際鋼絲繩使用壽命較短。通過結構設計、工藝試驗、采用壓實股工藝等手段有效提升了鋼絲繩性能指標,實現了鋼絲繩從EIP到EEIP的技術升級。
2EEIP壓實鉆井鋼絲繩研制
2.1產品設計
產品設計圍繞超高強度鉆井鋼絲繩結構優選、捻制參數設計、壓實股壓縮量設計、股壓實前鋼絲間隙設計、高強度鋼絲性能設計等問題開展工作。
2.2鋼絲繩結構設計
考慮到超高強度韌性指標,鋼絲繩應達到EEIP級對應的破斷拉力,要求組繩鋼絲強度應達到1960MPa以上,同時保證鋼絲韌性指標達到AIP9A要求,設計時對直徑不小于38mm的壓實股鋼絲繩采用減小鋼絲直徑、增加鋼絲數量的設計方案,保證鋼絲繩具有良好的使用性能。
壓實股鉆井鋼絲繩參數采用《鋼絲繩設計軟件》,壓實股的壓下量根據金屬填充面積應占圓股截面面積90%以上計算,設計中引入接觸角,改善了鋼絲之間的接觸狀態,提高了鋼絲繩疲勞性能和使用壽命。
3高強度鋼絲用盤條篩選
制繩鋼絲選用國內優質硬線盤條,并對金相組織進行分析,最后經過熱處理和拉拔后機械性能分析,確定出最佳原材料牌號。
3.1盤條化學成分及機械性能對國內3家生產的盤條化學成分對比,其中寶鋼盤條化學成分較均勻,含碳量變化范圍小,硫、磷等有害化學成分含量較少,控制范圍嚴格;原材料機械性能方面比較,選擇的硬線盤條抗拉強度較高,斷面收縮率值高。
3.2盤條金相組織分析
分析比較盤條原始金相組織和鉛浴淬火后金相組織(圖4),盤條經鉛浴淬火后索氏體組織達到96%,晶粒更加細化,具有較好的綜合機械性能。
4壓實股加工方法研究
超高強度壓實股鉆井鋼絲繩與常規鉆井鋼絲繩制造最大的不同點是增加了由高強度鋼絲組成的壓實股工序。壓實股制造方法有3種,分別是模拉法、輥軋法和鍛打法,其中效率高、品質好的是輥軋法,簡單易行的是模拉法,鍛打法與其相比效率低、成本高。對于超高強度壓實股采用模拉法需要更大的牽引力,對捻股設備要求較高。分析目前的設備情況,采用模拉法會對設備的使用壽命造成影響,因此,在確定研究內容時重點研究輥軋法。
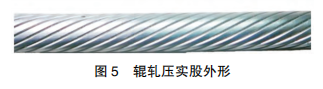
輥軋法關鍵技術是軋輥孔型曲線的設計,根據壓實股減面率及對比法設計出適合超高強度壓實股生產的輥軋孔型,設計軋輥孔型包角160°~164°,開口角18~20°(圖5)。
5壓實股用油脂選用
油脂對鋼絲繩起到潤滑作用,可有效延長鋼絲繩使用壽命,生產鋼絲繩時首先要對股進行充分潤滑。
壓實股在成形過程中,由于組股鋼絲發生塑性變性會產生較多變形熱,測量出模口股表面溫度在65~75℃之間,股在變形過程中受到較大壓力和摩擦力,一般的鋼絲繩潤滑油脂由于滴點較低,經過模具變形,在高溫下出現揮發或流出,對壓實股起不到潤滑效果。經現場驗證,提出壓實股用油脂條件,要求油脂滴點大于80℃,其次黏度要高,具有良好附著力。
經性能參數比較,CH-6、ELASKON 20、ELASKON Unolitl30、ELASKON SK-U4種油脂的技術指標可滿足壓實股要求。進行油脂性能對比試驗,ELASKON SK-U油脂在壓實股表面附著力較強,為暗茶褐色,性價比較高,油脂滴點可達110℃,低溫脆點-45℃,適用于超高強度壓實股生產,實際使用效果良好。
6性能驗證
通過對超高強度鉆井鋼絲繩性能和試用效果驗證,性能指標達到預期效果。
6.1疲勞性能驗證
在彎曲疲勞試驗機模擬鉆井工況對壓實股鉆井鋼絲繩進行疲勞測試,試驗結果顯示:
(1)高強度壓實股鉆井鋼絲繩實測破斷拉力比同級別普通鉆井鋼絲繩提高了12.4%~25%。
(2)鋼絲繩疲勞次數26000次,是同級別普通鉆井鋼絲繩(15000次)的1.7倍,提高70%,鋼絲繩磨損量較小,斷絲數量未達到標準要求(一個捻距出現4根斷絲)。
(3)鋼絲繩磨損性能提高了1倍以上。
6.2用戶現場驗證
壓實股鉆井鋼絲繩先后在新疆、大慶等油田試用,大慶油田試用結果為普通鉆井鋼絲繩鉆井累計進尺6000~7000m,壓實股鉆井鋼絲繩累計進尺13000m,使用壽命延長1.8倍以上;新疆油田試用結果為普通鉆井鋼絲繩平均累計鉆井進尺為7000m,壓實股鉆井鋼絲繩累計進尺11000m,壽命延長1.5倍,應用效果良好。
7結束語
通過超高強度制繩鋼絲、超高強度壓實股技術突破,開發出了全新性能的EEIP級壓實股鉆井鋼絲繩,隨著輕型化鉆機用鋼絲繩和超高強度鋼絲繩的需求越來越多,普通鉆井鋼絲繩已不能滿足超深井鉆井需求,超高強度壓實股鉆井鋼絲繩具有安全系數高,抗擠壓和耐磨損性能良好,使用性能達到國外同類產品水平,將成為我國鉆井鋼絲繩升級換代產品。
本網站內容由昌源鋼繩小編整理、編輯、發布。如您轉載時,請帶上本文標題與鏈接,昌源鋼繩感謝您的支持,我們會一如既往提供高質量鋼絲繩產品與優質的技術指導服務,昌源鋼繩感謝有您相伴!
標題:超高強度鉆井鋼絲繩設計研制 鏈接:/gangshengbaike/365.html







