鋼絲繩麻繩芯的干燥浸油
作者: admin 編輯: admin 來源:admin 發布日期:2019-09-10 09:43
信息摘要:
為了使繩芯在浸油之后保證有足夠的含油量,在浸油之前必須經過干燥去水分。 (1)繩芯的干燥。 繩芯的干燥方法有以下幾種: ①常壓下的烘房干燥。 烘房里密封性較好,內有蒸汽
為了使繩芯在浸油之后保證有足夠的含油量,在浸油之前必須經過干燥去水分。
(1)繩芯的干燥。
繩芯的干燥方法有以下幾種:
①常壓下的烘房干燥。
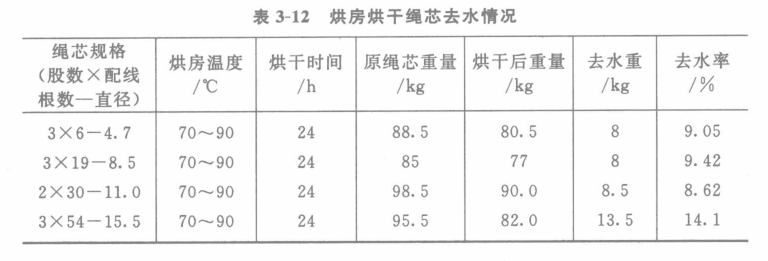
烘房里密封性較好,內有蒸汽管道加熱,室內溫度可達90℃以上,在烘房的頂上部只開一小孔供水分蒸汽的排出。繩芯在烘房里干燥一定時間之后,可以去掉大量水分。表3-12是某生產廠芯繩烘干去水情況。
②油煮去水法。
繩芯的干燥去水與浸油同時進行,即將繩芯放在100~110℃的油鍋(油槽)內浸煮2~3h,使繩芯中的水分變成蒸汽泡從油中冒出跑掉。
③真空干燥法。
將繩芯放在真空罐內,一邊通蒸汽間接加熱至100~130℃,一邊抽真空至600~700mm汞柱的真空度,這時繩芯中的水分迅速跑出。
(2)繩芯的浸油。
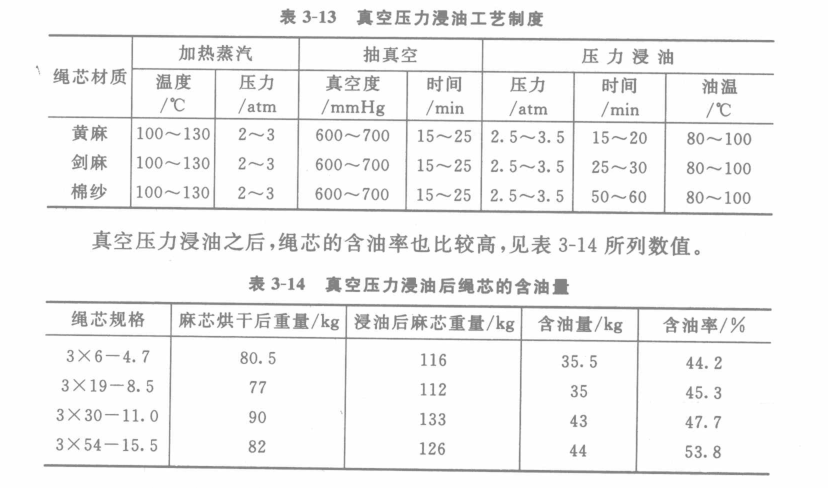
去水分后的繩芯經過浸油,其含油率比較高。從使用的角度來說,繩芯的含油率越高越好,含油量大的繩芯不僅能改善鋼絲繩內部的潤滑條件,而且還能防止繩芯發霉變質腐爛。浸油的方式有以下兩種:
①油槽常壓浸油。
將成捆的繩芯放入油槽中浸漬,油溫為100~110℃,浸漬時間為2~3h。
這種方法簡便易行,但繩芯卷的內部不易浸透,浸油也不均勻。油槽的加熱一般采用蒸汽加熱和遠紅外線加熱。
②壓力浸油。
將繩芯放入壓力浸油罐內,用油泵將油加壓(壓力為2.5~3.5atm),使油浸入繩芯內部。這種方法的優點是能把繩芯浸透油脂,但操作比較煩瑣。
壓力浸油和真空干燥一般是同時進行的。這種方式就稱為真空壓力浸油。其工藝制度見表3-13。
本網站內容由昌源鋼繩小編整理、編輯、發布。如您轉載時,請帶上本文標題與鏈接,昌源鋼繩感謝您的支持,我們會一如既往提供高質量鋼絲繩產品與優質的技術指導服務,昌源鋼繩感謝有您相伴!
標題:鋼絲繩麻繩芯的干燥浸油 鏈接:/gangshengbaike/206.html