


鋼絲繩直徑不大于1/60~80的卷筒直徑
塔吊卷揚機的滾筒鋼絲繩跑偏的原因是:塔帽輪到滾筒的中心不是垂直90°,滾筒鋼絲繩向角度小的一方跑,也就是角度小于90°這方離塔帽輪近,跑近不跑遠;把鋼絲繩向跑偏的一方(左方)向平衡臂尾端移動一點、或者右方向塔帽方向移動,兩個同時修正一點兒機子可以了。

塔帽輪到滾筒上的鋼絲繩的最大內、外偏角都不得超過1°30′。單層纏繞時,內偏角應保證不咬繩。

有的塔帽輪采用的是“滑輪”,角度不夠左右游蕩來湊。
先說說滾筒咬繩嚴重的原因吧:
繩與滾筒的纏繞角度嚴重傾斜
滾筒的繩道問題(制作時旋轉度掌握不好結果使繩排得太緊產生咬繩現象)
鋼絲繩缺油!

解決方法:
加裝定繩設施。排繩器只能解決輕度的咬繩現象!某些設備只能加裝導繩器或排繩器
更換滾筒(很少出現這個原因)
經常保養(用好油)

變幅滾筒咬繩的原因不外乎下面情況:
注意檢查滾筒與臂根輪的角度,起吊臂根輪與滾筒不是垂直關系(約85°~87°),如果成垂直90°夾角,滾筒邊緣的繩就會跳躍“繩道”快速進入滾筒中間,這樣造成滾筒容繩量不足,鋼絲繩“上跺”咬繩;解決辦法只有調整變幅機構與臂根輪的夾角。
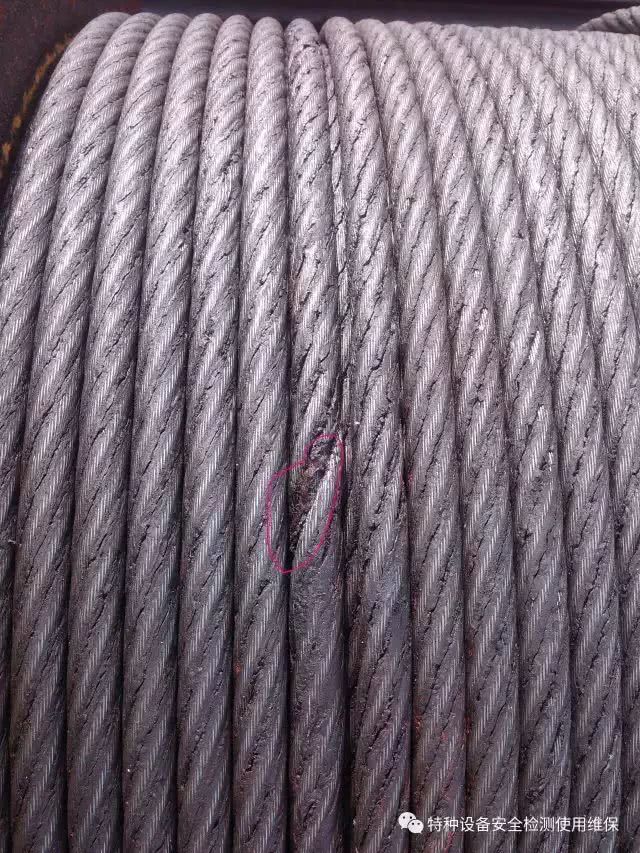
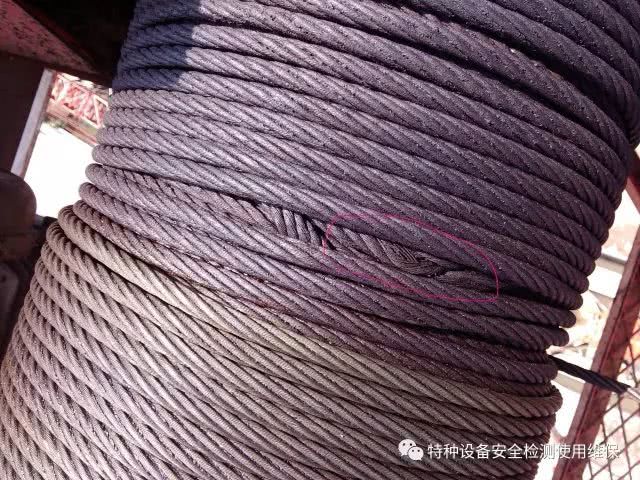
鋼絲繩常見不合格的圖片匯總:
鋼絲繩的規格型號應符合塔機使用說明書的要求,潤滑良好,與金屬結構無摩擦。鋼絲繩不得有扭結、壓扁、彎折、斷股、籠狀畸變斷芯等變形現象,也不得磨損嚴重。(直徑不得減小7%,斷絲數不得大于總根數的10%。)

彎折

斷絲

單股斷絲
斷芯

銹蝕
壓扁、扭結、籠狀畸變(散股)

籠狀變形

扭結

排繩不整齊且已壓扁

斷絲

籠狀畸變

壓扁

斷股

排繩不整齊

斷芯

籠狀畸變

彎折

斷絲

斷股

籠狀變形
主繩是檢測必查的項目,不合格就可判定塔機安裝不合格。請大家一定要自查。
本文標簽
本網站內容由昌源鋼繩小編整理、編輯、發布。如您轉載時,請帶上本文標題與鏈接,昌源鋼繩感謝您的支持,我們會一如既往提供高質量鋼絲繩產品與優質的技術指導服務,昌源鋼繩感謝有您相伴!
標題:關于塔吊鋼絲繩的說法 鏈接:/changjianwenti/272.html





咨詢熱線
17895159080
